��Q����
����λ�ã� ��� >> ����ֱ����費ƽ���ʵĽ�Q����
����ֱ����費ƽ���ʵĽ�Q����
���ߣ�admin���ڣ�2019-06-10 19:14�c������
1 ǰ��
�����҂������׃���������a(ch��n)�^���н�(j��ng)������ֱ����費ƽ�����r���͉� 400V �������� 800~2000kVA �Įa(ch��n)Ʒ�͉����Æ�������������� 2500kVA �Įa(ch��n)Ʒ�͉������p��������҂����O(sh��)Ӌ�a(ch��n)Ʒ�r��Ҫ�M��ֱ����費ƽ���ʵ�Ӌ����ʹ������ژ�(bi��o)�ʷ���֮��(n��i)��
2 ��������Ӿ���ʽ( 2000kVA �����®a(ch��n)Ʒ�ýY(ji��)��(g��u))
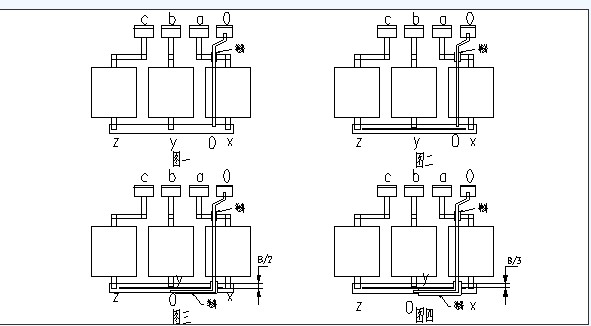
���Dʾ���c��
����<1> ���Dʾһ����y(t��ng)�Y(ji��)��(g��u)�������c������(�A�~��) 0 λ�þ� x �˼s 1/4M0 λ����
����<2> ���Dʾ������M�Y(ji��)��(g��u)�ײ��M�~�� 1/2 ̎�_�ۣ� b ���@�Mβ�˳��^�����ڲۿ��϶��������c������(�A�~��) 0 λ�þ� x �˼s M0 λ����λ�ڲۿ��¶������������g���~�ő�(y��ng)��һ���A���� 0 �������Ĵ���ʹ���A�A�ֲ��㡣
����<3> ���Dʾ������ƈDʾ���A�ֆ��}�����õĽY(ji��)��(g��u)�������c������(�A�~��) 0 λ�þ� x �˼s 1/4M0 λ�ã�λ�ڲۿ��϶���
����<4> ���Dʾ�������¸��M�ĽY(ji��)��(g��u)���˕r�_��λ�Þ�һ׃��ֵ������Ӌ��ó����˕r����ʹֱ���ࡢ��ƽ���ʺ�С��һ���_��λ�þ��~���϶� B/3~B/2 ̎��
3 ���DʾӋ��ֵ���^
�����҂��Ԍ��H�a(ch��n)Ʒ S9-2000/10 �����M��Ӌ����^��(�Dʾ���� B/3 ̎�_��)��
�����Dʾ
������� �Dʾһ �Dʾ�� �Dʾ�� �Dʾ��
���������
������ƽ���� 2.8% 1.7% 1.7% 1.3%
���������
������ƽ���� 4.3% 2.8% 0.7% 0%
�����ɴ��҂��������Dʾ�ķ������Ԍ���費ƽ���ʿ����ں�С�ķ���֮��(n��i)��ʹ�҂��IJ�ƽ���ʿ��Ƹ��ӿɿ����������������������� B/3 ̎�_���Ǵ�sֵ����ȫ���Ը���(j��)���H��rӋ���_��λ����ʹ��費ƽ���ʿ�������Ѡ�B(t��i)��
�����ڌ��H���������҂������˳����M��Ӌ�㣬ʹ������ֱ�趼�ܜʴ_Ӌ�㡣�O(sh��)��β���~�Ž�������(d��ng)�_��λ�ò�ͬ�r ,������(y��ng)��ֱͬ�������҂���(y��u)�x�ü��ɡ�
�����҂�߀��(y��ng)У�˸���λ�~�����^��������Sֵ����(y��ng)���C�ܝM���~�ŵ��L���S�������ͨ�^��������(d��ng)�Dʾ���_�ەr�� 1/2�~�Ž������^3/4�����;��(d��ng)�Dʾ���_�ەr��1/3�~�Ž������^1/2����������H�a(ch��n)Ʒ�x���~���ܝM��Ҫ��
4 �p������Ӿ���ʽ( 2500kVA �a(ch��n)Ʒ��)
ͨ���҂�Ӌ��r�����X�ܟ������·�D���^��(f��)�s��Ҫ��(j��ng)�^�ɴ� Y- Δ�D(zhu��n)�Q��Ӌ�������^�����҂��\�� Excel �M���˺��εľ�����ʹӋ�����ģ�K������������Ӌ���ٶȺ͜ʴ_����
5 ��(sh��)��(j��)����
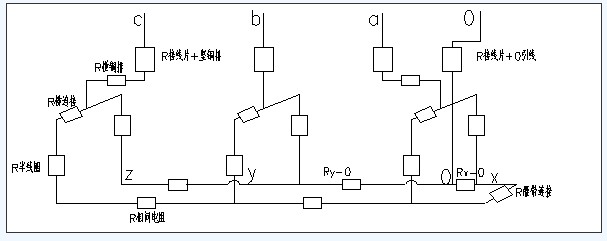
�����҂��\�ó����������λ��茦ƽ���ʵ�Ӱ���������Ӌ��ֱ��ƽ��r�еķ�ʸ�ļӴ����pСij�~�Ž�����ʹֱ��ƽ�������б����£�
������λ
����Ӱ���� R �Ӿ�Ƭ + �Q�~�� R �M�~�� R �M�B�� R ���g��� R �����B��
����������� �oӰ� Ӱ푺ܴ� Ӱ��^С Ӱ푺ܴ� �oӰ�
����������� Ӱ��^С Ӱ푺ܴ� Ӱ��^С Ӱ푺ܴ� Ӱ��^С
������(d��ng)ֱ�費ƽ��r���҂������{(di��o)��Ӱ��^��� R �M�~�� �� R ���g��� ���������~�Ž����������ܶ��x�����p����äĿ�ԺͲ���Ҫ�����M��
������ķ�����Ӌ���У��҂�δ�����]�����ĺ����|(zh��)���������Ӿ�Ƭ�c�~�ż��|�^�Ľ��|�|(zh��)����ֱ����費ƽ���Ӱ����ڌ��H���a(ch��n)�У��ЕrӋ��ֵ�������������yֵ�������@����в��|(zh��)��Ӱ�Ҳ�к����c�����|�c�|(zh��)����Ӱ����������҂���(y��ng)ʹֱ����ƽ���ʵ�Ӌ��ֵ�M��С���o���H��������ԣ������(d��ng)���yֵ�cӋ��ֵƫ���^��r��(y��ng)�z��������c�����|�c�ĺ����|(zh��)�������|�|(zh��)�����z��һ�º��c�Ƿ�̓�������|���Ƿ����P�g�����|��������r�������a(ch��n)�Б�(y��ng)���ӹ�ˇ���b�乤ˇ�������_�����ؿ�������С��B(t��i)�����Cֱ�����ƽ����


